
+86-13612917096










Продукция





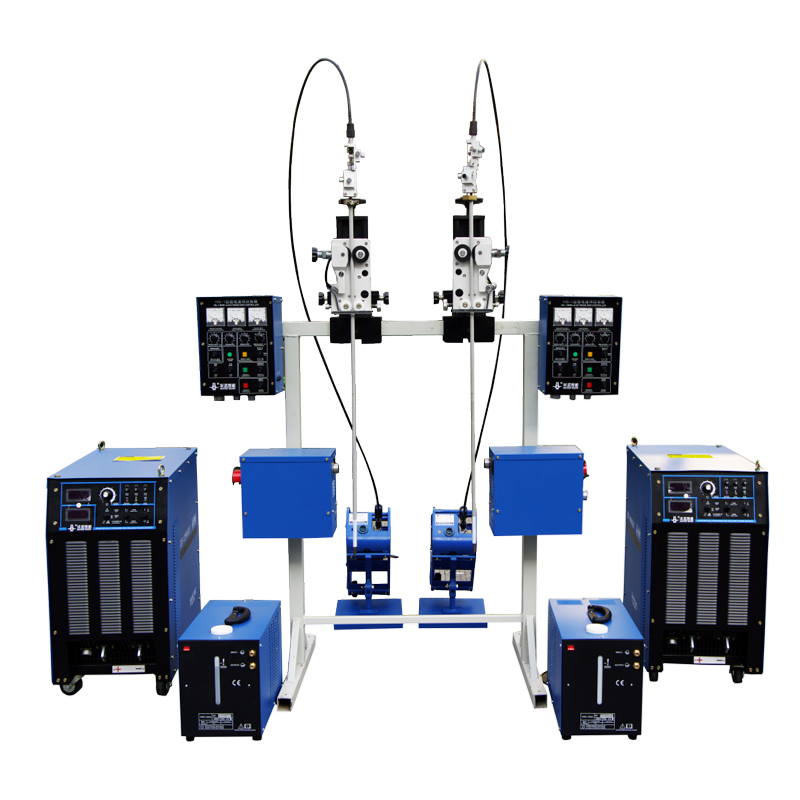
Аппарат для электрошлаковой сварки с проволочным электродом HS-A1
Основные особенности 1.Используется специальный сварочный источник питания с инвертором постоянного тока, который имеет легкий вес, небольшой размер, низкое энергопотребление и стабильность в процессе сварки. 2.При использовании сварочной проволоки диаметром 1,6 мм более высокая плотность тока...
Описание
маркер
Основные особенности
1.Используется специальный сварочный источник питания с инвертором постоянного тока, который имеет легкий вес, небольшой размер, низкое энергопотребление и стабильность в процессе сварки.
2.При использовании сварочной проволоки диаметром 1,6 мм более высокая плотность тока обеспечивает скорость наплавки до 140 г/мин, а сварной шов формируется за один раз, что значительно повышает эффективность сварки.
3.В процессе сварки электрошлаковая сварочная горелка автоматически совершенствуется в соответствии с заданными параметрами, что упрощает ее эксплуатацию.
4.Низкая стоимость использования, в качестве наполнителя сварочного шва при сварке используется только сварочная проволока.
5.Функция регулировки положения сварочной головки машины завершена. Это система регулировки координат с шестью степенями свободы, состоящая из механизмов регулировки вперед и назад, влево и вправо, горизонтальное вращение вверх и вниз, наклон вперед и назад и влево. и механизмы регулировки наклона под прямым углом. Легко регулировать и точно позиционировать.
6.Благодаря функции регулировки поперечного выравнивания проволоки можно использовать как спиральную, так и цилиндрическую сварочную проволоку.
7.В большинстве случаев этот аппарат для электрошлаковой сварки проволочным электродом следует подвешивать на портальном механизме для формирования сварочной системы.
Применение продукта
1.В основном применяется для сварки Т-образных и стыковых вертикальных швов низкоуглеродистой, низколегированной, среднеуглеродистой стали и других материалов.
2.Широко используется в стальных конструкциях, мостах, котлах и других областях.
| Название проекта | единица | модель |
| HS-А1 | ||
| Номинальный выходной ток поддерживающего источника питания | А | 1000 |
| Номинальное выходное напряжение поддерживающего источника питания | В | 44 |
| Номинальная продолжительность нагрузки | - | 100%(40℃) |
| Диапазон регулировки тока сварочного источника питания | А | 200-1000 |
| Диапазон регулировки напряжения сварочного источника питания | В | 28-44 |
| Диапазон регулировки скорости подачи проволоки | м/мин | 0-20 |
| Диапазон регулировки по вертикали электрошлаковой сварочной горелки | мм | 0-160 |
| Диапазон регулировки передней и задней части электрошлаковой сварочной горелки | мм | 0-70 |
| Диапазон регулировки электрошлаковой сварочной горелки левый и правый. | мм | 0-70 |
| Увеличьте угол поворота головки машины. | - | 180° |
| Диапазон регулировки скорости подъема электрошлаковой сварочной горелки | мм/мин | 0-260 |
| Регулировка наклона передней и задней части электрошлаковой сварочной горелки | - | ±5° |
| Регулировка наклона электрошлаковой сварочной горелки влево и вправо. | - | ±5° |
| Применимая длина электрошлаковой сварочной горелки | мм | 1000,1200.1400.1600.1800.2000 |
| Применимый диаметр проволоки | мм | φ1,6 |
| Толщина свариваемой стальной пластины | мм | 16-100 |
| Максимальная длина свариваемого шва | мм | 1500 |
связаться с нами
Сопутствующие популярные продукты
Аппарат для электрошлаковой сварки с проволочным электродом HS-A1
Основные особенности 1.Используется специальный сварочный источник питания с инвертором постоянно...

Аппарат для электрошлаковой сварки с плавкой насадкой HR-2
Основные характеристики 1.При ручной подаче проволоки она автоматически останавливается при сопр...