+86-13612917096










Китайские производители сварочных автоматов под флюсом?
2026-01-15
Когда слышишь этот вопрос, первое, что приходит в голову — дешево, много, и с переменным качеством. Но так ли это сейчас? Пора разобраться без глянца, исходя из того, что видел сам на объектах и в цехах.
От стереотипов к реальной картине
Раньше, лет десять назад, китайский автомат под флюсом часто был лотереей. Мог приехать аппарат, который с первого дня гудит как пчела и варит ровный шов, а мог и такой, где система подачи проволоки капризничает каждую смену. Общее мнение было: берешь для неответственных конструкций, где можно смириться с простоем. Сейчас ситуация изменилась, причем заметно. Не все, конечно, но ряд производителей действительно вышли на другой уровень.
Основной сдвиг произошел, когда местные компании начали активно поглощать или лицензировать европейские и японские технологии. Это не просто копирование внешнего вида, как бывало. Речь о системах управления, сервоприводах, конструкциях гусеничных тракторов. Появились свои, довольно неплохие, решения по цифровому управлению параметрами сварки. Качество сборки тоже подтянулось — меньше люфтов, лучше обработка металла станины.
Но стереотип дешево и сердито остается их главным козырем и одновременно ахиллесовой пятой. Цена привлекает, но заказчик все равно идет с опаской. Поэтому сейчас успешные китайские бренды делают огромный упор на демонстрацию: везут на выставки, устраивают тестовые сварки на заводе у клиента, дают аппараты на пробу. Без этого продать серьезную машину сложно.
Что ищешь в аппарате? Ключевые узлы
Оценивая любой автомат, даже не глядя на бренд, я всегда смотрю на несколько вещей. Первое — механизм подачи проволоки. Критически важный узел. Китайские производители долго мучились с его надежностью. Сейчас часто ставят японские сервоприводы (например, Yaskawa) или свои аналоги, но на хороших подшипниках. Надо проверять, как собраны ролики, нет ли биения, насколько удобно менять направляющую трубку.
Второе — система управления. Тут разброс огромный. Есть еще аппараты с аналоговыми панелями и кучей крутилок, а есть уже с полноценными цветными сенсорными дисплеями, где можно сохранять сотни программ. Интересный момент: их программное обеспечение иногда бывает перегружено ненужными функциями, которые только мешают сварщику. Создается впечатление, что инженеры старались впихнуть все, что смогли, не всегда думая об эргономике.
Третье — гусеничный трактор или каретка. Для сварки длинных швов это основа. Раньше основной проблемой был слабый прижим и виляние по шву. Сейчас многие используют более жесткие сплавы для корпуса и улучшенную конструкцию прижимных лапок. Важно смотреть на вес трактора — слишком легкий будет прыгать на неровностях.
Источник раздражения и решений: бункер для флюса
Отдельная песня — система подачи и рекуперации флюса. Казалось бы, что тут сложного? Но именно здесь часто кроются проблемы с качеством шва. Дешевые аппараты имеют бункеры с плохой аэрацией, флюс зависает, подача неравномерная. А система рекуперации (сбор неизрасходованного флюса) часто просто примитивна — сито и все. Более продвинутые модели, конечно, имеют и вибрационные системы, и продувку, и двойную очистку. Но это сразу чувствуется по цене. На одном из объектов мы месяц боролись с пористостью шва, пока не поняли, что проблема в слишком влажном флюсе из-за плохой системы сушки в бункере китайского аппарата. Пришлось дорабатывать своими силами.
Кейс из практики: неочевидный выбор
Был у нас проект — сварка продольных швов на больших цилиндрах для водоподготовки. Толщина металла 12-16 мм, швы длинные. Рассматривали и европейские варианты, но бюджет был жесткий. Остановились на пробной поставке от одного китайского производителя. Не гиганта, а скорее средней руки. Аппарат приехал, собрали.
Первое впечатление — упаковка отличная, все детали на месте, документация на русском с кучей опечаток, но понятная. Начали обкатку. Сварка пошла неплохо, но возникла проблема с точностью остановки в конце шва. Датчик положения съезжал. Связались с заводом. Ожидали долгой переписки, но техподдержка среагировала быстро — прислали новую прошивку для контроллера и подробную видеоинструкцию по калибровке. Через день все работало. Это был показательный момент: они не отмахнулись, а реально помогли решить проблему. Аппарат отработал на том объекте два года без серьезных поломок.
Этот опыт показал, что важно не только железо, но и наличие адекватной поддержки. Некоторые китайские производители это поняли и теперь создают инженерные команды, которые говорят по-русски и разбираются не только в продажах, но и в технологии. Например, встречал в работе аппараты от ООО Шаньдун Иновизен Сварка Резка Технология. Компания, судя по всему, делает ставку на адаптацию под рынок СНГ. Их сайт sdynws.ru довольно информативен, есть каталог, техданные. Что важно — видно, что они локализуют не только сайт, но и подход: предлагают подбор оборудования под задачу, а не просто продают со склада. Основана в 2016 году, что для Китая не так давно, но уже говорит о каком-то опыте. Расположение в Цзыбо — это один из промышленных кластеров, там много смежных производств.
Где они реально сильны? Нишевые применения
Не стоит ждать от китайского производителя универсального чуда, которое заменит Lincoln или ESAB на ответственной сварке труб магистральных газопроводов. А вот в других сегментах они нашли свою нишу.
Отлично показывают себя в автоматизации типовых, повторяющихся операций. Например, сварка балок двутавровых, элементов металлоконструкций для коммерческого строительства. Там требования к сертификации швов часто ниже, а объемы большие. Их аппараты, особенно рельсового типа, могут быть очень экономичным решением. Цена в 1.5-2 раза ниже европейского аналога при достаточной для таких задач надежности перевешивает чашу весов.
Еще одно направление — мобильность. Делают много компактных аппаратов на легких тележках, которые легко перевозить по цеху или даже между объектами. С питанием тоже стали гибче: много модельников с широким диапазоном входного напряжения, что для нашей изношенной сетки — большой плюс.
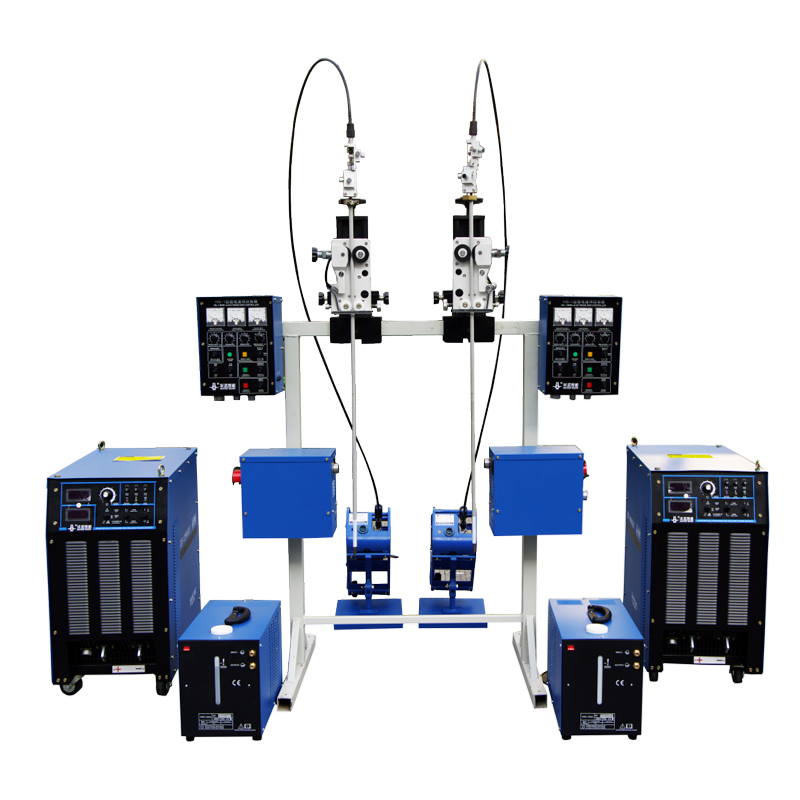
Также заметил тренд на комплексы под ключ — не просто автомат, а сборочно-сварочный стенд с манипуляторами, стеллажами под флюс, уже интегрированной системой вентиляции. Это интересно небольшим заводам, которые хотят быстро запустить новую линию без долгого проектирования.
Подводные камни и на что смотреть при выборе
Идеальных поставок не бывает. Основной риск — это, как ни странно, не поломка, а несоответствие заявленных и реальных характеристик. Может быть написано плавная регулировка скорости в диапазоне 100-2000 мм/мин, а на деле шаг регулировки такой, что нужной скорости не подобрать. Или заявленный сварочный ток в 1000А достигается только на очень коротком промежутке времени, а в продолжительном режиме аппарат перегревается и снижает мощность.
Поэтому правило номер один: требовать тестовую сварку на своих материалах. Не на их демо-стенде, а привезти свой лист, свой флюс, свою проволоку. Смотреть на стабильность горения дуги, формирование валика, легкость отделения шлака.
Правило два: внимательно изучать что внутри. Фотографии внутренней компоновки, бренды компонентов. Хороший знак, если видны узнаваемые марки контакторов, блоков питания, разъемов. Если все провода одного цвета и паутина — это повод задуматься.
Правило три: четко прописывать в контракте условия гарантии, наличие сервисного центра в регионе или, на худой конец, сроки и условия поставки запчастей. Многие достойные производители уже имеют склады запчастей в Москве или Алматы.
Выводы без глянца
Так стоит ли рассматривать китайских производителей сварочных автоматов под флюсом? Однозначно да, но с холодной головой. Это уже не массовый ширпотреб 2000-х годов. Появились компании, которые целенаправленно работают над качеством, надежностью и, что важно, постпродажной поддержкой. Их продукция — хороший вариант для множества задач, где нет экстремальных требований, но есть необходимость в автоматизации и жесткий бюджет.
Они не догнали лидеров в хай-энде, но в среднем сегменте составляют уже серьезную конкуренцию. Их сила — в гибкости, скорости реакции на запрос и, конечно, цене. Ваша задача — не купить просто китайский аппарат, а найти конкретного производителя, который доказал свою состоятельность не словами, а реальными работающими машинами на объектах, похожих на ваш. И всегда, всегда тестировать перед покупкой. Как говорится, доверяй, но проверяй — это главное правило при работе с любым, а не только китайским, оборудованием.