+86-13612917096










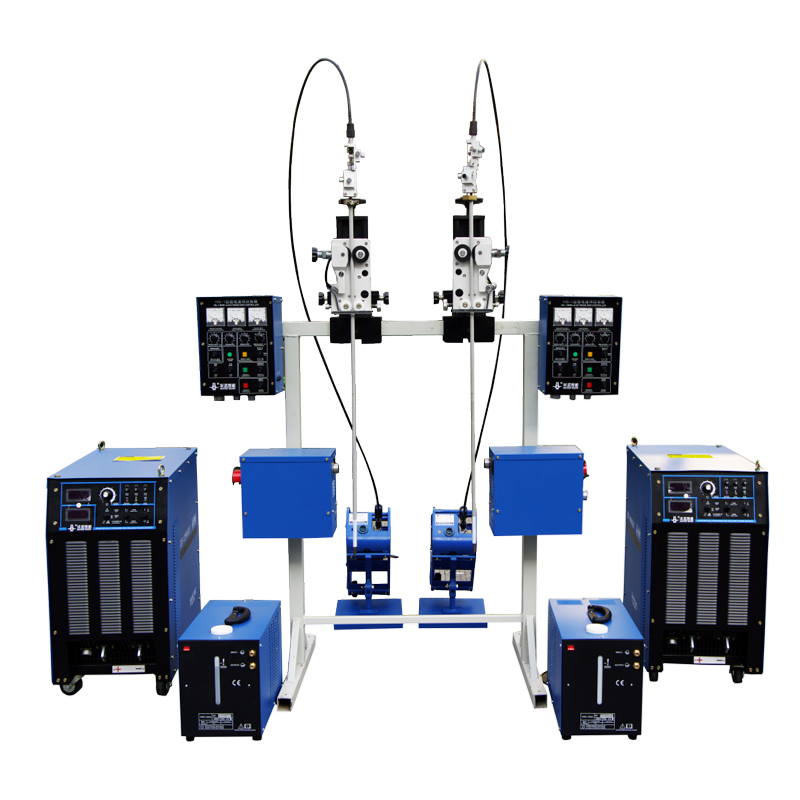
Новый многофункциональный дуговой сварочный источник ZD7 – HA Pro
2025-01-11
Повышение производительности
Серия ZD7 - HA Pro основана на многолетней зрелой технологии разработки и производства сварочных машин Huayuan с погребенной дугой, после того, как пользователь на прототипе ZD7 - 1000 / 1250HA более года фактического использования, осторожное моделирование нового поколения инверторного многофункционального источника питания для дуговой сварки. Источник питания применяет технологию усиления глубины плавления (патент на изобретение: ZL201310180908.0), увеличивает глубину плавления без увеличения энергии в Интернете, трехступенчатое управление глубиной плавления для удовлетворения потребностей различных процессов сварки. Применение технологии фазового параллельного соединения (патент на изобретение: ZL201611166042.8), имеет выходную частоту 80 кГц, выходной ток и напряжение волны текстуры меньше, дуга более стабильна, сварные швы более эстетически оформлены. До 100% (40°C) длительность нагрузки, не боясь погребенной дуговой сварки, электрошлаковой сварки, угольной дуговой стружки, ручной сварки непрерывной высокоинтенсивной работы.

Уменьшение объема, уменьшение площади
По сравнению с предыдущим поколением электропитания Huayuan занимает площадь на 32% меньше, экономя площадь использования рабочего места.

Преимущество управления глубиной плавления
1.При наплавке, чтобы улучшить пластичность и вязкость сварного шва, предотвратить образование трещин и уменьшить влияние компонента основного материала на свойства наплавленного слоя, отношение плавления должно быть сведено к минимуму, а « мелкий» файл, управляемый глубиной плавления ZD7 - HA Pro, более подходит для сварки погребенной дугой.

2.При сварке средних толстых пластин требуется увеличение глубины плавления:
(1).Уменьшение размеров кромок и заполнение проволоки, экономия затрат на обработку.
(2).Снижение ввода тепла, уточнение зерна сварного шва, повышение прочности.
(3).Увеличение скорости сварки и сокращение времени сварки.
(4).Уменьшение количества сварных путей, повышение эффект вности производства.
(5).Способ сварки с полным проплавлением, более приспособленный к двухсторонней сварке без открытого скоса.
Регулирование глубины плавления 3 передачи обеспечивает точность повторения параметров. (В общем случае, настройка как "обычный файл")

Условия сварки:
Диаметр проволоки: 4.0
Сухое удлинение: 30 мм
Электрический ток: 600A
Напряжение: 32В
Скорость: 300 мм / мин

Таблица минимальных технических характеристик сварочного тока/напряжения
| Диаметр сварочной проволоки | φ3,0 | φ4,0 | φ5,0 |
| механизм | |||
| МЕЛКИЙ | 300А/25В | 350А/27В | 400А/25В |
| НОРМОЛ | 300А/25В | 350А/26В | 400А/26В |
| ГЛУБОКИЙ | 300А/30В | 500А/28В | 530А/30В |
| Таблица минимальных характеристик сварочного тока/напряжения | |||
Преимущество быстрой дуги
Конструкция сокращает время от дуги до состояния стабильного сварного тока.

Когда ZD7-1250HA pro выдает 1000 А, время нарастания составляет 1,6914 мс.
Когда ZD7-1250IGBT выдает 1000 А, время нарастания составляет 2,8617 мс.
Вывод: Серия ZD7-HA pro имеет более высокую скорость зажигания дуги.
Тяжелое промышленное применение

Применение компьютерной имитационной технологии управления теплом: важные компоненты имеют высокую эффективность охлаждения, более низкую рабочую температуру, вся машина более стабильна.
Установка полной фильтрующей емкости: выход более стабилен, адаптируется к тяжелой промышленной высокоинтенсивной работе.

Сварной шов хорошо сформирован.
Основываясь на многолетнем опыте исследований и разработок, использование технологии фазового параллельного соединения, по сравнению с предыдущим поколением продуктов имеет более высокую выходную частоту 80 кГц, выходной ток и коэффициент текстуры напряжения меньше, выходная дуга более стабильна, сварные швы более однородны и гладкие.

Широкий ассортимент продукции
Комплект ① Автоматическая сварка дверей, ② Автоматический сварочный центр, ③ Автоматический сварочный автомобиль, ④ Интеллектуальные роботы и другое вспомогательное оборудование для достижения автоматической погребенной дуговой сварки, но также могут быть оснащены квадратным волновым источником переменного постоянного тока для достижения двухниточной двухдуговой или многопроволочной сварной системы. 12 - стержневая авиационная розетка удовлетворяет функции информационного взаимодействия автоматического сварочного оборудования.

Класс защиты IP23S
Адаптация к более жесткой рабочей среде, вся машина надежна и долговечна.
Класс защиты IP23S
Адаптация к более жесткой рабочей среде, вся машина надежна и долговечна.

Умный вентилятор
После запуска сварки работа, охлаждение в машине после достижения стандарта автоматически останавливается, уменьшает внутреннее накопление пыли в машине, уменьшает скорость отказа питания.
Описание функций панели

| 1—индикатор перегрева | 2—Световой индикатор неисправности источника питания |
| (При ненормальном перегреве источника питания загорается индикатор) | (Когда входное напряжение ниже 290 В, загорится индикатор) |
| 3—Переключатель выбора функций | 4—Переключатель выбора функции |
| (Выберите «управление рядом»/«дистанционное управление») | (Выберите «Плоские характеристики»/«Убывающие характеристики») |
| 5—Переключатель контроля проникновения | 6—Цифровой дисплей напряжения |
| (При размещении в «Дистанционном управлении» и «Понижении характеристик» отрегулируйте шестерни «Мелкий/Нормальный/Глубокий») | (отображает фактическое сварочное напряжение) |
| 7—Ручка регулировки параметров | 8—Текущий цифровой дисплей |
| При установке «близкого контроля» «плоская характеристика» регулирует напряжение, а «падающая характеристика» регулирует ток) | (отображает фактический сварочный ток) |
Хуа Юань
Плоские характеристики: сварка при постоянном давлении, в основном используется для сварки тонкой проволокой под дугой (диаметр проволоки < 3.0) и электрошлаковой сварки.
Снижающие характеристики: сварка постоянным током, в основном используется для дуговой сварки под грубой проволокой (диаметр проволоки ≥3.0), газостружки углеродной дуги, ручной сварки
Помещение в непосредственное управление: регулировка параметров сварки на панели питания, подходящая для угольной дуговой стружки и простой ручной сварки.
Помещение в дистанционное управление: запуск питания и регулируемый выход из коробки дистанционного управления, подходящий для погребенной дуговой сварки, электрошлаковой сварки.
Основные технические параметры
| Название проекта | Единицы измерения | Тип | |
| ZD7-630HA pro ZD7-1000HApro ZD7-1250HA pro ZD7-1600HA pro | |||
| Входное питание | V/Hz | 3~380±15%50/60 | |
| Номинальная пропускная способность | kVA | 35.3 54.4 70.5 84 | |
| Номинальный входной ток | A | 53.7 77 100 127 | |
| Номинальный выходной ток | A | 630 1000 1250 1600 | |
| Номинальное выходное напряжение | V | 44 | |
| Номинальное напряжение холостого хода | V | 80 84 80 | |
| Номинальная длительность нагрузки | 100%(40℃) | ||
| Эффективность | 90.6% | 91.7% 91.4% 90% | |
| Коэффициент мощиности | 0.87 | 0.89 0.86 0.93 | |
| Диапазон выходного тока | A | 100~630 | 100~1000 100~1250 100~1600 |
| режим охлаждения питания | Воздушное охлаждение | ||
| Класс изоляции | F-класс | ||
| Класс защита корпуса | IP23S | ||
| внешний размер | mm | 640×290×590 | 705×315×885 930×385×1140 |
| Вес нетто | kg | 40 | 76 78 176 |